Using Vibrascope to Measure Amplitude v. Frequency in Vibratory Bowls
, roslerusa - Назад к обзору
When it comes to mass finishing, amplitude and frequency require balance and careful consideration. Amplitude is a measure of movement and intensity while frequency refers to the rate of repetition.
The wrong amplitude, for example, if it's too low, can create a lackluster finishing results and longer processing times. If too high it can cause unnecessary wear and tear on the machine.
Creating Vibratory Energy
Whether rotary or tub style, mass finishing vibrators always include these two key components; a work bowl containing the finishing media and the work pieces. Firmly attached to this work bowl is a vibratory drive system generating the energy to put the mass of media and work pieces in motion. The work bowl with attached vibratory drive system sits on a number of coil springs – in some cases on air cushions – which in turn sit on a machine base. The springs, respectively, air cushions allow the work bowl to “free float” up and down within a certain distance.
[caption id="attachment_4895" align="alignright" width="251"] Example of vibratory drive [/caption]
Example of vibratory drive [/caption]
The force from the vibratory drive system puts the mass of finishing media and work pieces contained in the work bowl in motion. Depending on the type of finishing machine this force is generated by vibratory motors or electric motors driving a shaft with one or multiple imbalance units attached to it.
Imbalance units are made up of a rotating shaft with out-of-balance counterweights at each end of the shaft. Due to its imbalance, the rotating shaft causes an intensive wobbling effect.
Common drive systems in vibratory bowls and tubs include foot motors for small tub vibrators, flange motors for rotary vibrators, and multiple imbalance units with electric drives for large tub vibrators.
The Effects of Vibration
Since the work bowl with attached vibratory drive system is loosely sitting on the coil springs or air cushions, the energy induced by the vibratory drive system causes the work bowl to move up and down within a relatively narrow distance band at the speed of the rotary drive system.
The maximum up and down displacement of the vibrating work bowl from its position of rest is an indicator of the vibratory intensity and is called amplitude.
Measuring & Reading Amplitude
Understanding your machine’s amplitude is part of the process to dialing in precise surface finishing results.
The amplitude – actually the double amplitude from upper to lower peak – is mostly measured in mm. In finishing vibrators, the amplitude is usually between 3 and 6mm.
Rosler uses a visual devise called a vibrascope, a sticker applied to the outside wall of the work bowl, to visually measure amplitude. This sticker contains a row of 7 circles with diameters from 1 to 7 mm.
[caption id="attachment_4890" align="alignright" width="327"] Example of Rosler Vibrascope[/caption]
Example of Rosler Vibrascope[/caption]
The simplest way of reading the amplitude is by observing the vibroscope sticker as the machine is in operation. The vibration of the work bowl has the visual effect of showing two rows of circles, with some circles being completely apart and some overlapping. The two circles, which are apart but nearly touch each other, show the correct amplitude reading.
Adjusting Amplitude
The vibratory intensity or amplitude of a machine is determined by three factors. Adjusting one or more of these factors will adjust the resulting amplitude.
- Speed of the Vibratory Drive System – Higher rotary speeds produce higher amplitude.
- The Mass of the Imbalance Weights – Heavier imbalance weights produce higher amplitude.
- The Angle or “Lead Angle” Between the Two Imbalance Weights – Smaller angles produce higher amplitude. The highest intensity is produced at zero degrees, while the lowest – practically no vibration – is produced at 180 degrees.
Rosler advises adjusting one factor at a time for the most accurate fine tuning as well as safety and longevity of the machine.
The speed and amplitude in finishing vibrators cannot be increased beyond a certain value; otherwise the machine would destroy itself. The acceleration, consisting of rotary speed and amplitude must not exceed 6 g.
At high rotary speeds the imbalance weights must be set for a low amplitude (mass of the imbalance weights and lead angle). At lower speeds the imbalance weights can be set for a higher amplitude.
The Rosler Advantage
Machines built by Rosler Metal Finishing run with more frequency and less amplitude, meaning our media contacts a workpiece more times and is gentler than competing machines.
This unique advantage of Rosler equipment creates less wear on media and machines while producing greater longevity. The ability to reduce amplitude yet deliver the desired surface finishing produces less machine shaking and part damage while slowing the rate of machine wear.
When using vibratory bowls and tubs, most of Rosler’s competitors hit harder. While impressive, the force of those hits may not produce the most efficient results.
Finding the Right Settings
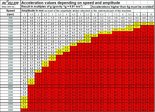
[caption id="attachment_4891" align="alignright" width="380"] In the above graph, the numbers highlighted in yellow are the optimal combination of amplitude and frequency.[/caption]
In the above graph, the numbers highlighted in yellow are the optimal combination of amplitude and frequency.[/caption]
Amplitude settings depend on the machine set-up, workpiece condition, and desired outcome. Not sure what amplitude is best for your unique needs? Trust the experts at Rosler to conduct a trial and dial in the results before you purchase a machine.
The Rosler Way
Whatever your mass finishing needs are, you can count on Rosler Metal Finishing to help you find a better way. Contact us today to discuss your unique challenges and request a trial.
Галерея