Plastic Deflashing Part 3 - Vorteile und Grenzen des Turbinen- bzw. Injektorstrahlens
Für das Entgraten von Kunststoffbauteilen, vornehmlich aus Duroplast- und speziellen Thermoplast-Materialien, stehen im Wesentlichen zwei Strahlverfahren zur Verfügung: Das in der Fläche extrem wirksame Turbinenstrahlen und das punktuell hocheffiziente Injektorstrahlen.
Beide Verfahren kommen in klassischen Strahlanlagen auch für die Metallbearbeitung zum Einsatz. Demgegenüber ist das Kunststoffentgraten eine wesentlich schonendere Bearbeitungsmethode, insbesondere durch die Auswahl nicht abrasiver Strahlmittel.
Welches Strahlverfahren für die Kunststoffentgratung gewählt wird, hängt von unterschiedlichen Faktoren ab. Diese sind unter anderem das Produktionsvolumen und die Frage, ob eine Schüttgutbearbeitung möglich ist, oder ob es sich um Teile handelt, deren Beschaffenheit eine Einzelteilbearbeitung erforderlich macht. Ein weiteres Kriterium ist die Frage, ob die Teile partiell oder komplett gestrahlt werden sollen und welche Strahlmittelkorngröße und Strahlmittelgeschwindigkeit erforderlich sind.
Turbinenstrahlen
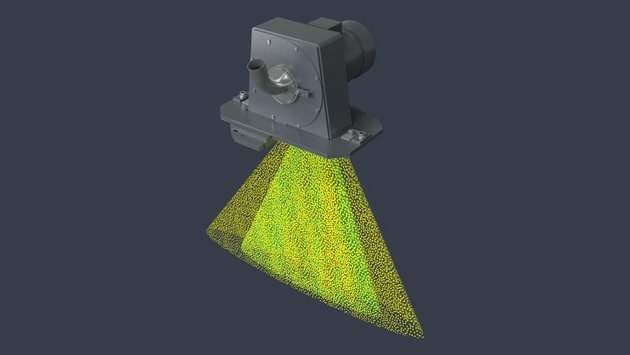
Das Turbinenstrahlen ist die effektivste und schnellste Möglichkeit zur Entgratung von Kunststoffteilen. Bei diesem Verfahren gelangt das Strahlmittel über eine Turbine bzw. ein Schleuderrad auf das Werkstück. Die maximale Durchsatzrate bei der Verwendung von Kunststoffstrahlmitteln liegt beim Turbinenstrahlen bei 20kg/ min. Die Turbine selbst besteht aus einem rotierenden Rad, das sich mit bis zu 4.500 U/min dreht und mit einer Reihe von Wurfschaufeln ausgestattet ist. Das von der Turbine beschleunigt abgeworfene Strahlmittel erzeugt ein sogenanntes Strahlbild (Trefferbereich) von etwa 100 x 500 mm (in Abhängigkeit von der Entfernung zum Werkstück).
Je nach Gratsituation und Strahlmittelkorngröße ist für die Entgratung von Kunststoffteilen eine unterschiedliche Abwurfgeschwindigkeiten bzw. kinetische Energie des Strahlmittelkorns erforderlich. Mit der Turbine werden dabei bis zu 70 m/s erreicht, mit Sonderantrieben bis zu 90 m/s. Beim Druckluftstrahlen (für gewöhnlich wird bei der Kunststoffentgratung die Injektortechnik eingesetzt) können Strahlmittelgeschwindigkeiten von bis zu 60 m/s erreicht werden.
Das Turbinenstrahlen zeichnet sich durch einen sehr geringen, spezifischen Energiebedarf und einen hohen Wirkungsgrad aus.
Allgemein gilt das Turbinenstrahlen bei größeren Mengen von Kunststoffteilen aus Duroplast und einigen Thermoplasttypen als das wirtschaftlichste Strahlverfahren. Die Strahlenergie (Strahlmittelmenge und Abwurfgeschwindigkeit) ist bei diesem Verfahren sehr gut dosierbar. Außerdem sind die Betriebs- und Investitionskosten, relativ bezogen auf die erreichbaren Produktionsmengen, äußerst gering. Grenzen bzw. Einschränkungen findet das Turbinenstrahlen, wenn es um das Entgraten schwer zugänglicher Geometrien geht, wie zum Beispiel kleine Öffnungen und abgeschattete Innenbereiche. Relativ kleine Strahlmittelkörnungen (ca. < 0,5mm) sind mit Turbinen nur eingeschränkt nutzbar. Das Injektorstrahlen kann in diesen Fällen als effektive Alternative verwendet werden.
Injektorstrahlen

Das Injektorstrahlen ist besonders in der Fläche weniger effektiv als das Turbinenstrahlen, weil das Strahlbild einer Injektorstrahldüse, abhängig von der Entfernung zum Werkstück, nur einen Durchmesser von rund 20-25 Millimeter erreicht (je nach Entfernung zum Werkstück) und der Strahlmitteldurchsatz bei Verwendung eines Kunststoffstrahlmittels maximal bei 2 kg/Minute liegt. Dafür kann mit diesem Verfahren gezielter gearbeitet werden und die Beschaffungskosten der Anlagen liegen gerade im Einsteigerbereich vergleichsweise niedrig.
Das Strahlmittel wird beim Injektorstrahlen mittels Druckluft gefördert und durch die Strahldüse endbeschleunigt auf das Werkstück geleitet. Dabei erreicht es eine Geschwindigkeit von bis zu 60 m/s. Neben der eigentlichen Abwurfgeschwindigkeit wirkt beim Strahleffekt der Injektordüse positiv mit, dass der Druckluftstrom die Strahlmittelkörner bis zum Werkstück begleitet, was den Geschwindigkeitsverlust des Strahlmittels minimiert. Obwohl in der Fläche weniger effektiv als das Turbinenstrahlen, kann das Injektorstrahlen punktuell einen sehr hohen Wirkungsgrad erreichen. Das ist besonders von Vorteil, wenn Grate an extrem schwer zugänglichen Stellen entfernt werden müssen.
Injektorstrahlanlagen liegen im Invest häufig niedriger als Turbinenstrahlanlagen, welche oft auch deutlich größer sind. Wegen des relativ hohen Druckluftverbrauchs als Energieträger ist das Injektorstrahlen, relativ bezogen auf die erreichbare Produktionsmenge, im Allgemeinen kostenintensiver als das Turbinenstrahlen. Dennoch ist das Verfahren für die Bearbeitung von kleineren Serien, komplizierteren Geometrien und empfindlichen Teilen unverzichtbar.
Kunststoff-Entgratungsanlagen
Die Rösler Muldenband-Chargenanlage RMBC-S, der Rösler Multi-Tumbler RMTS, die Rösler Drahtgurt-Durchlaufstrahlanlage RSAB sowie die Rösler Schlaufenband-Durchlaufstrahlanlage RSBS sind standardmäßig mit Turbinen ausgestattet. Bei der Rösler Wendebalken-Strahlanlage RWS stehen, je nach Kundenanforderungen, Varianten mit Turbine, mit Düsen bzw. sogar mit einer Kombination beider Strahlverfahren zur Verfügung.
Reine Düsenanlagen sind z.B. die Rösler Strahlkabine RSKI und die Rösler Satelliten-Taktstrahlanlage RSA. Bei der Rösler Wendebalken-Strahlanlage RWS stehen, je nach Kundenanforderungen, Varianten mit Turbine, mit Düse bzw. Sogar mit einer Kombination beider Strahlanlagen zur Verfügung.





Kontaktieren Sie uns, um mehr über die Möglichkeiten von Rösler im Bereich Kunststoffentratung zu erfahren!