
From vibratory systems to fine abrasive blasting, mass finishing and shot blasting provide exact surface finishing solutions for the nearly endless die casting possibilities.
Forge & Foundry, Part 2 – Efficient Recycling

When a casting is produced, by-products are generated. Small pieces originating from spills, gates, runners, and risers are returned to the casting process as recycling material. To ensure a consistently high overall quality of the raw material, it is essential that this recycling material is perfectly clean without any sand, casting shell, or other residues on the surface.
Subjecting these by-products to a blast cleaning process from Rosler before they are re-melted offers many advantages. Besides the resource-saving use of raw materials, the effective cleaning of the recycling material increases the uptime of the smelting furnaces by significantly reducing the amount of unwanted slag.
Foundry Focused
To increase a company’s overall resource efficiency, the spills, gates, runners, and risers are often separated from the castings at the shakeout station and recycled into the casting process. Prior to re-melting, the contaminants consisting of residual sand and casting scale must be completely removed from the recycling material.
One key factor in selecting the best shot blasting machine for your purposes is to consider the cleanliness produced by various models. Expert shot blasting companies can specially adapt equipment to your applications.
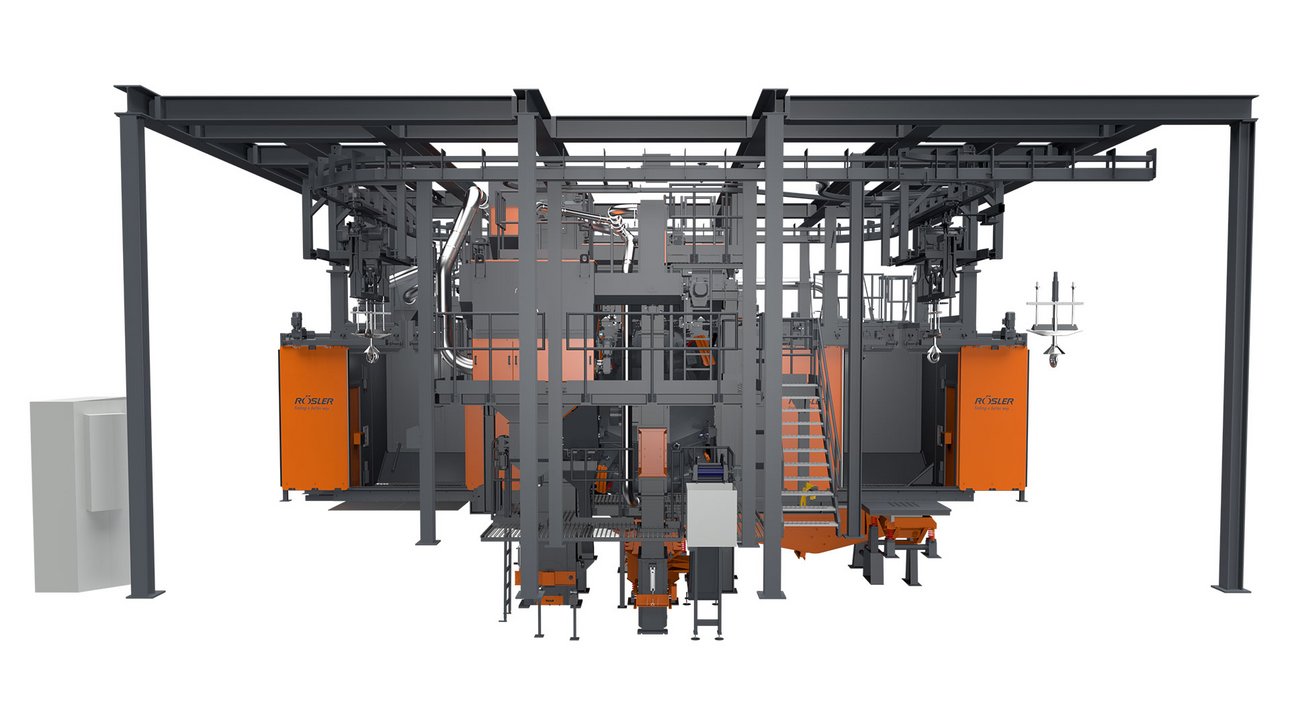
Rosler's RHBD 22/27-F Continuous Feed Spinner Hanger Blast Machine is ideal for Foundries.
Using special heat-resistant materials for various components including transport belts, plastic components, and electronic components allows continuous operation without having to wait for the recycling material to cool down. Special vent’s in the blasting drum dissipate heat carried into the drum with recycling material and prevent excessive heat buildup.
Large inspection platforms accessible by stairs is also an added feature of many shot blasting machines used for forge and foundry processes. For quick mounting/dismounting of the turbine and blasting drum, machines can be equipped with dedicated gantry or jib cranes. Both ensure easy and quick maintenance and improve the overall uptime of the blast machine.
Efficiency and Uptime

Turbine throwing blades made from solid tool steel can increase the productivity of turbine blades while improving blade longevity. The shape of individual blades can also increase productivity.
Rosler’s Gamma high-performance turbines feature throwing blades curved in the special “Y” design. Compared to conventional blast turbines the curved blades produce an up to 20 percent higher blast performance with, at the same time, lower energy consumption.
Since both blade sides can be utilized, a simple turn of the blades practically doubles the expected life of the throwing blades. This is easily done with the help of a retaining bolt system and does not require disassembling the turbine.
Automated Operation

Systems for transporting, collecting, weighing, and processing recycling materials can automate the operation.
Conveyor belts can be added to transport recycling material from the shakeout station to an impact crusher where the spills, gates, runners, and risers are crushed into smaller pieces. These can then be transferred to the fully automatic multi-tumbler loading station equipped with weighing cells.
Once the preset weight in the loading station is reached, the conveyor belt stops, and the loading system transfers recycled material into the blasting drum. Upon completion of the loading cycle, the system returns to its base position.

Alternatively, the loading system can receive the work pieces in a variety of different part bins as part of a double-acting loading system.
During the shot blast cycle, the drum is hermetically sealed with a lid. This prevents any blast media from spilling into the immediate environment. While the drum rotates, the turbine throws blast media onto the recycling material. The rotational speed of the drum and the turbine can be easily adjusted with frequency inverters.
In combination with the multi-tumbling movement of the recycling material in the drum, blast media throwing quantity adapted to the batch size ensures that all pieces are equally exposed for complete and reliable removal of contaminants. Resulting scale and sand are discharged from the drum through a dust collector.
Blast media is removed from the drum through custom-engineered screen inserts. Depending on the batch size and the density of the recycling material, the processing time can vary from a few to 10 minutes. At the conclusion of the blasting cycle the drum tilts into unload position. The shot blasted material is dumped onto a vibratory conveyor for transportation.
Rosler can deliver a solution that meets your individual needs.
Contact us today to discuss your unique challenges!








