
Sharp edges, short service life:
How edge rounding protects metal part
Gentle edge processing through advanced surface finishing


Workpieces with high quality requirements can be processed economically, reproducibly, and precisely on their cutting edges and surfaces using mass finishing (vibratory finishing).
Complex sheet metal parts with multiple edges, produced by punching or fine blanking, are frequently deburred and rounded in flexible mass finishing systems. Rounding is essential for smooth further processing, for example to ensure proper feeding in automated operations.
Edge rounding plays a particularly important role in the manufacture of cutting tools where defined edges with a precise edge radius are required.
It is also crucial as a preparation step before coating or painting sheet metal. We offer one of the world’s most comprehensive portfolio of process media, along with a wide range of mass finishing systems for the diverse challenges of edge rounding.
Edges – more than just deburred

Technically, edge rounding is an extension of the deburring process. At a certain point, depending on factors such as the type of grinding media or the machine used, deburring transitions into edge rounding.
While traditional deburring often only removes a small burr or creates minimal edge breaking — because the parts are supposed to remain “burr-free but sharp-edged,” — edge rounding aims for a uniform, defined radius.
Overview: Types of Edges?
- Sharp edge: A workpiece edge that has not been post-processed.
- Broken edge: An edge where burrs have been removed, often by manual grinding (edge breaking).
- Chamfered edge: An edge beveled, often at 45°, usually in preparation for welding.
- Rounded edge: An edge rounded with a defined radius, for example by mass finishing (vibratory finishing) or blasting processes.
What do you need to know about edge rounding?
Frequently asked questions
Why are rounded edges more than just a “nice-to-have”?

Sharp sheet metal edges or workpiece edges can disrupt functionality, cause injury during assembly, damage components, or create problems during coating of the metal parts—for example, because powder coating does not adhere properly. Careful deburring and edge rounding are therefore essential.
With modern machines, edges can be precisely rounded with a defined edge radius of up to 0.2 mm. This reproducible deburring process significantly improves the quality, functionality, and durability of metal parts.
Why is edge rounding indispensable in sheet metal processing?

In the metalworking industry, edge rounding is a standard step in sheet metal production. After punching, laser cutting, or other separation processes, parts often have sharp, burred cutting edges that must be rounded—especially before powder coating. This applies to many metals, including steel, stainless steel, and aluminium.
The requirements for edge rounding vary by application: in decorative elements, aesthetics matter most, while in functional components, safety and corrosion resistance are crucial.
Why must sheet metal edges be carefully rounded before coating?
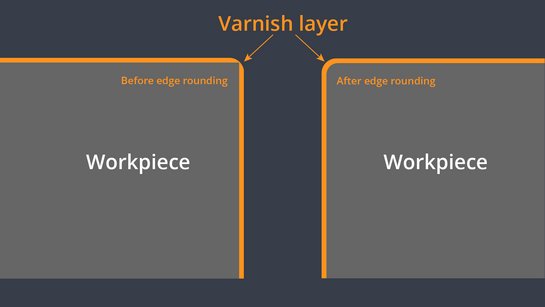
If a sheet metal edge is sharp, especially with burrs, the coating thickness (e.g., powder coating) is often reduced because the coating does not adhere properly. This leads to higher corrosion risk—the most common cause of flaking and premature rust.
Defined edge rounding increases the surface area, allowing the coating to flow more evenly around the edge, resulting in uniform layer thickness, mechanical stability, and durable corrosion protection. Rounded edges also improve handling safety and ensure a longer service life.
How does edge rounding extend the service life of a workpiece?
There are numerous reasons why metal edge rounding increases the service life of sheet metal and other metal parts. Sharp edges are more prone to corrosion because they provide a larger attack surface for moisture and contaminants. Rounded edges are less susceptible and therefore more resistant.
In addition, mechanical wear, tool wear, and edge chipping occur much faster in everyday use when sharp edges remain. By rounding to a defined edge radius, loads are distributed more evenly, reducing the risk of cracks or fractures.
Can inner edges also be rounded?

Yes. Inner edges can — and must — also be rounded to a defined edge radius, while remaining burr-free. This step is vital for product safety: rounded inner edges prevent sharp edges from damaging pneumatic hoses or cables. Mass finishing technology offers the optimal solution here as well.
The patented Multishape media is especially effective for processing internal edges.
Why is edge rounding of cutting tools so important?

For cutting tools such as drills and milling cutters, edge rounding is crucial. By rounding cutting edges to a defined radius, mechanical stability is increased, reducing the risk of microchipping. This significantly extends tool life and reduced tool wear.
What are the benefits of edge rounding for carbide tools?

For carbide tools, edge rounding is a proven method to prevent microchipping. Rounded edges also improve the surface quality of the machined parts, reducing burrs and uneven cutting marks. Particularly demanding machining tasks can be performed effecively in DLyte machines.
When is blasting technology the best solution for edge rounding?

For large or complex workpieces, blasting processes are often the best option. Both dry and wet blasting methods are available. A typical example is a fully automated line in which deburring, edge rounding, surface cleaning, and coating are integrated—such as in a preservation line for steel components.
Use the Solution Finder to find the right system for your processing method.